用PLC改造Z3063液壓搖臂鉆床控制系統分析
PLC控制系統,可編程邏輯控制器,專為工業生產設計的一種數字運算操作的電子裝置,Z3063液壓搖臂鉆床采用一類可編程的存儲器,用于其內部存儲程序,執行邏輯運算,順序控制,定時,計數與算術操作等面向用戶的指令,并通過數字或模擬式輸入/輸出控制各種類型的機械或生產過程。是工業控制的核心部分。PLC目前在本公司液壓機以及沖床、剪板機等鍛壓設備上應用廣泛,因其操作方面,目前已經應用到搖臂鉆床上面。那么有些客戶有這樣的疑問,我之前已經給購買的普通型Z3063液壓搖臂鉆床可以加裝PLC數控系統嗎?今天山東威力重工機床有限公司就針對把問題進行解答。
傳統機床控制系統基本上采用交流繼電接觸器控制方式,可靠性較差。存在觸點壽命低、故障率高、線路維護困難等缺點。可編程序控制器(PLC)是以微處理器為基礎,綜合計算機技術、自動控制技術和通訊技術發展起來的一種工業自動控制裝置,應用靈活、可靠性高、維護方便。應用PLC對傳統機床控制系統進行改造可取得良好效果。
Z3063液壓搖臂鉆床主要由底座、內立柱、外立柱、搖臂、主軸箱、工作臺等組成。為簡化傳動裝置,搖臂鉆床的運動部件使用多電機拖動,共有四臺電動機:主軸電動機M1,搖臂升降電動機M2,液壓泵電動機M3,冷卻泵電動機M4。
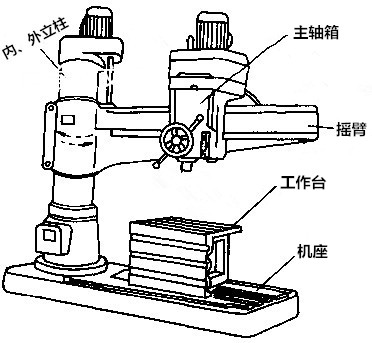 山東威力重工3063液壓搖臂鉆床結構圖
山東威力重工3063液壓搖臂鉆床結構圖
主軸箱上裝有4個按鈕:SB1、SB2、SB3與SB4,它們分別是主軸電動機停止、起動按鈕,搖臂上升、下降按鈕。主軸箱移動手輪上裝有2個按鈕SB5、SB6,分別為主軸箱、立柱松開按鈕和夾緊按鈕。
(一)Z3063液壓搖臂鉆床電氣控制線路分析
1.主軸電動機M1的控制
按起動按鈕SB2→接觸器KM1吸合并自鎖→主軸電動機M1啟動運行,同時指示燈HL3顯亮。按停止按鈕SB1→KM1釋放→M1停止,同時指示燈HL3熄滅。
2.搖臂升降控制
按下上升點動按鈕SB3→時間繼電器KT線圈得電→搖臂上升到位后,松開按鈕SB3→KM2和KT同時斷電釋放→M2停止,搖臂停止上升→由于KT線圈失電,經1~3秒延時,其延時閉合的常閉觸點復位→KM5吸合→液壓泵電機反轉→壓力油經分配閥體進入搖臂的“夾緊油腔”搖臂夾緊。同時,活塞桿通過彈簧片使SQ3的動斷觸點斷開→KM5斷電釋放→液壓泵電機停止,最終完成搖臂的“松開-上升-夾緊”的整套動作。
搖臂的下降由SB4控制KM3,啟動M2反轉來實現,與搖臂上升過程類似。
其中,搖臂的松開及夾緊到位分別由行程開關SQ2及SQ3的動作發出信號。搖臂升降的上下限位保護分別由SQ1及SQ5實現。KT為斷電延時型時間繼電器,其作用是在搖臂升降到位后,延時1~3S再起動M3將搖臂夾緊。
3.立柱和主軸箱的夾緊與松開控制
SB5和SB6分別為松開與夾緊控制按鈕,由它們點動KM4、KM5,去控制M3的正、反轉,由于SB5、SB6的動斷觸點(5-21-22)串聯在YA線圈支路中。所以在操作SB5、SB6點動M3的過程中,電磁閥YA斷電,液壓泵供出的壓力油進入主軸箱和立柱的松開、夾緊油腔,而不進人搖臂松開夾緊油腔,進而推動松、緊機構實現主軸箱和立柱的松開、夾緊,同時“松開/夾緊指示燈”HL1或HL2亮。
(二)控制線路的常見問題
Z3063液壓搖臂鉆床的工作過程是由電氣、機械、液壓系統配合實現的。由于采用交流繼電接觸器控制方式,繼電器、接觸器控制線路部分故障率較高,這是造成經常待機維修的主要因素。例如:若時間繼電器KT線圈斷線,或其動合觸點閉合時接觸不良,則可導致搖臂松開的專用電路故障;若接觸器KM4主觸點接觸不良,或KM5的動合互鎖觸點接觸不良等則會使主軸箱和立柱的松開不正常等等。
此種常見故障可由器件本身故障造成,也可由觸點老化、連接點接觸不良等線路故障造成。若采用可編程序控制器用程序來實現控制功能,即用“存儲邏輯”取代繼電器-接觸器系統的“接線邏輯”,則在控制電路中,不存在觸點老化,觸點接觸不良,接點虛焊等現象,具有很高的可靠性。下面就試述用PLC對其進行控制線路的改造的方法。
 3063液壓搖臂鉆床廠家山東威力重工
3063液壓搖臂鉆床廠家山東威力重工
三、用PLC進行控制線路的改造
(一)分析控制對象
前面已分析了機床控制系統的動作過程。在用PLC控制系統時,為節省I/O點,主軸電機的過載保護熱繼電器FR1及液壓泵電機的過載保護熱繼電器FR2的動斷觸點串聯接入PLC,共用一個輸入點。冷卻泵由組合開關QS2直接啟動,不接入PLC。各指示燈與相應的接觸器并聯輸出或直接由相應開關控制,不單獨占用輸出點。
(二)PLC選型及分配I/O點
根據控制系統的I/O點數量的情況,選用三菱公司的FX2N-32MR型PLC。I/O設備及I/O點分配如表1所示。
(三)外部接線圖
為了提高信號的準確性,避免由于機器機械振動等原因使常閉觸點脫開而給出錯誤指令,PLC輸入端的信號元件SB1,SQ1,SQ5,SQ2,SQ3等在傳統控制線路中使用常閉觸頭的,都改用常開觸頭,而在PLC的程序中做相應調整。
(四)程序設計
由于搖臂上升和下降都需要先松開搖臂,同時也都受“升降限位→開關”的限位保護,所以可以用這些條件去控制PLC內的一個虛擬輔助繼電器M,使其成為有人按下搖臂上升或下降按鈕(發出搖臂升降命令)的標志,從而簡化后續程序的設計。
另外,前文已經分析:在搖臂上升的控制中,按下SB3使搖臂上升到所需位置后,松開SB3則搖臂停止上升。同時時間繼電器KT斷電釋放,經1S-3S時間的延時后,其延時閉合的觸點動作閉合使液壓泵電機反向旋轉,最終使搖臂夾緊(下降過程類似)。因而程序中需要一個“斷電延時型”的時間繼電器,而Z3063液壓搖臂鉆床PLC里的時間繼電器都是屬于“通電延時型”,所以需要通過一個程序段構造一個“斷電延時型”的時間繼電器。
如圖3所示,M0得電閉合后,M1得電并自鎖,而T0受M0的封鎖不能得電;M0斷電后,其常閉觸點復位閉合,T0得電開始定時,定時時間到了之后,T0的常閉觸點才動作斷開,這時M1才失電;即T0成了一個“斷電延時型”的時間繼電器,M1也有了“失電延時斷開”的功能。
根據上述的分析及原來的繼電器系統控制線路圖,結合“翻譯法”可以很方便的設計出PLC的梯形圖。
(五)調試運行
寫好程序后,先利用計算機軟件模擬運行,修改、完善程序,確定能實現原線路的各種功能后,再與機床聯機調試運行。
四、結束語
改造后的機床PLC控制系統比原來的繼電接觸器控制系統有如下優點:用程序實現器件的“軟連接”,節省了電氣元件、導線等材料,減少了硬件接線的工作量,縮短設計周期;PLC控制系統便于運行監控,檢查和排除故障,減少平時維護的工作量;提高了控制系統的可靠性和抗干擾能力,降低了故障率。
可編程序控制器應用靈活、編程容易,應用PLC對傳統控制方式的Z3063液壓搖臂鉆床進行改造可取得良好的效果。目前已廣泛應用于傳統工業技術改造和工業新產品的設計中。所以這種帶有PLC的3050搖臂鉆床在市場上有很大的占有率。山東威力重工機床有限公司生產液壓搖臂鉆床、機械搖臂鉆床多種型號都有現貨,請您選購:0632-5863817 18306370979(同微信)
本文由搖臂鉆床廠家整理,轉載請注明來自:m.wulituan.cn